欢迎访问

您当前的位置: 电主轴首页 > 新闻资讯 > 机床电主轴电话(查看)_机床主轴
2024-04-30 09:08:23
冷却设备:为了赶快给高速运转的电主轴散热,一般对电主轴的外壁通以循环冷却剂机床主轴,冷却设备的效果是坚持冷却剂的温度。
内置脉冲编码器:为了完成主动换刀以及刚性攻螺纹,电主轴内置一脉冲编码器,以完成的相角操控以及与进给的合作。
冷却设备:为了赶快给高速运转的电主轴散热,一般对电主轴的外壁通以循环冷却剂机床主轴,冷却设备的效果是坚持冷却剂的温度。
内置脉冲编码器:为了完成主动换刀以及刚性攻螺纹,电主轴内置一脉冲编码器,以完成的相角操控以及与进给的合作。
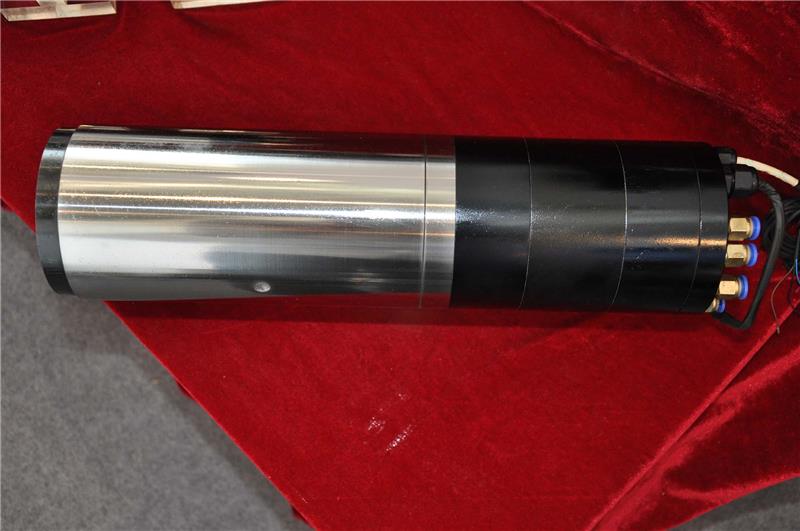
 我们要按照相应的要求来对电主轴的进出水管进行连接,还要看看他有没有漏水的情况,从开机一直到停机永磁同步电主轴,冷却系统都要连续的进行作业,冷却液他要单独用一个水箱,并且每个月都要对冷却液进行更换。我们要把变频器和电主轴的功率、频率还有电压匹配使用。变频器的电流要按照电主轴的电流来进行设置。电主轴在进行装刀的时候,我们要把他轴头上的锥孔都清理干净,还要把弹簧夹头上表面的污垢清理掉
我们要按照相应的要求来对电主轴的进出水管进行连接,还要看看他有没有漏水的情况,从开机一直到停机永磁同步电主轴,冷却系统都要连续的进行作业,冷却液他要单独用一个水箱,并且每个月都要对冷却液进行更换。我们要把变频器和电主轴的功率、频率还有电压匹配使用。变频器的电流要按照电主轴的电流来进行设置。电主轴在进行装刀的时候,我们要把他轴头上的锥孔都清理干净,还要把弹簧夹头上表面的污垢清理掉
由于电主轴是高速精密元件,定期维护是非常有必要的。电主轴定期维护如下:
1. 电主轴的轴向跳动一般要求为 0.002mm(2μm),每年检测 2 次
2. 电主轴内锥孔的径向跳动一般要求为 0.002mm(2μ m),每年检测 2 次
3. 电主轴芯棒远端 (250mm)径向跳动一般要求为: 0.012mm(12μm),每年检测 2次
4. 蝶形弹簧的涨紧力要求为: 16~27KN(以 HSK63为例) 每年检测 2 次
5. 拉刀杆松刀时伸出的距离为: 10. 5±0.1mm(以 HSK63为例) 每年检测 4 次

高速轴承技术电主轴通常采用动静承、复合陶瓷轴承或电磁悬浮轴承。动静承具有很高的刚度和阻尼,能大幅度提高加工效率、加工质量、延具寿命、降低加工成本,这种轴承寿命多半长。复合陶瓷轴承在电主轴单元中应用较多,这种轴承滚动体使用热压Si3N4陶瓷球,轴承套圈仍为钢圈,标准化程度高,对机床结构改动小,易于维护。电磁悬浮轴承高速性能好,精度高,容易实现诊断和在线监控,但是由于电磁测控系统复杂,这种轴承价格十分昂贵,而且长期居高不下,没有得到广泛应用。
 皮带轴必须安装牢固,安装皮带轴的支架必须足够强壮能够承受皮带轴的重量。与皮带轴相连变频器的参数设置必须严格按照皮带轴铭牌上进行(电机极数, 额定电流,额定电压,额定频率等),否则有可能损坏皮带轴。皮带轴由一个安装在尾部的同轴风扇进行冷却。为保证冷却效果请勿让皮带轴低于7000rpm运行。请严格按照详细使用说明书上的接线方式进行皮带轴的电力连接。
皮带轴必须安装牢固,安装皮带轴的支架必须足够强壮能够承受皮带轴的重量。与皮带轴相连变频器的参数设置必须严格按照皮带轴铭牌上进行(电机极数, 额定电流,额定电压,额定频率等),否则有可能损坏皮带轴。皮带轴由一个安装在尾部的同轴风扇进行冷却。为保证冷却效果请勿让皮带轴低于7000rpm运行。请严格按照详细使用说明书上的接线方式进行皮带轴的电力连接。

扫描手机网站

扫一扫手机名片
本公司从事电主轴、机床主轴、永磁同步电主轴的生产和加工,欢迎联系我们获取电主轴的产品资料。
版权所有©澳门2024官方网站
联系人:梁经理 手机:15137209325 电话:0372-3393801
邮箱:[email protected] 地址:安阳市高新产业集聚区文峰分区文兴大道西段









