欢迎访问

您当前的位置: 电主轴首页 > 新闻资讯 > 【走心机电主轴供应商】_机床主轴价格_走心机电主轴(联系我们)
2024-06-16 09:12:14
在数控机床中,电主轴通常采用变频调速方法。目前主要有普通变频驱动和控制、矢量控制驱动器的驱动和控制以及直接转矩控制三种控制方式。
普通变频为标量驱动和控制,其驱动控制特性为恒转矩驱动,输出功率和转速成正比。普通变频控制的动态性能不够理想,在低速时控制性能不佳走心机电主轴,输出功率不够稳定,也不具备C轴功能。但价格便宜、结构简单,一般用于磨床和普通的高速铣床等。
 电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要。电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要。电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要。
电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要。电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要。电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要。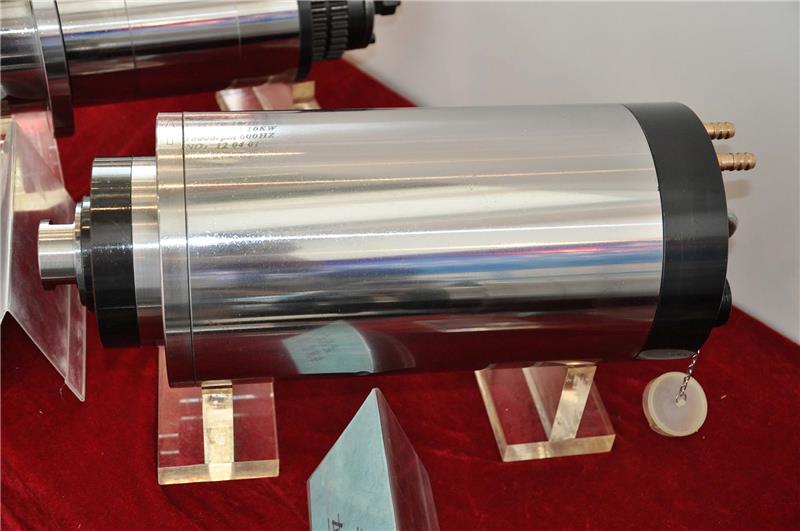
由于电主轴是高速精密元件,定期维护是非常有必要的。电主轴定期维护如下:
1. 电主轴的轴向跳动一般要求为 0.002mm(2μm),每年检测 2 次
2. 电主轴内锥孔的径向跳动一般要求为 0.002mm(2μ m),每年检测 2 次
3. 电主轴芯棒远端 (250mm)径向跳动一般要求为: 0.012mm(12μm),每年检测 2次
4. 蝶形弹簧的涨紧力要求为: 16~27KN(以 HSK63为例) 每年检测 2 次
5. 拉刀杆松刀时伸出的距离为: 10. 5±0.1mm(以 HSK63为例) 每年检测 4 次

电主轴的使用与养护
电主轴是近十年在数控机床领域出现的将机床主轴与 主轴电机 融为一体的新技术, 它是高速数控机床的“”部件, 它的性能直接决定了机床的高速加工性能永磁同步电主轴。 电主轴具有结构紧凑、重量轻、惯性小、振动小、噪音低、响应快等优点,可以减少齿轮传动,简化机床外形设计,易于实现主轴定位,是高速主轴 单元中一种理想结构。
 主轴轴承预紧力与机床主轴转速、刚度和载荷有关,轴承预紧力的增加可提高主轴的刚度,但轴承滚道摩擦、损耗等会产生热量。如果热量无法及时散发,则会严重影响机床精度,因此,轴承预紧力应通过测试或试验确定。根据多次反复试验,并参考国内外电主轴轴承预紧力的研究结果,确定预紧量为0.002~0.005mm。通过实测同组同向轴承内、外环高低差值,可确定内、外隔套的高低差,并通过精密配研得出,隔套两端面平行度允差为0.002mm。
主轴轴承预紧力与机床主轴转速、刚度和载荷有关,轴承预紧力的增加可提高主轴的刚度,但轴承滚道摩擦、损耗等会产生热量。如果热量无法及时散发,则会严重影响机床精度,因此,轴承预紧力应通过测试或试验确定。根据多次反复试验,并参考国内外电主轴轴承预紧力的研究结果,确定预紧量为0.002~0.005mm。通过实测同组同向轴承内、外环高低差值,可确定内、外隔套的高低差,并通过精密配研得出,隔套两端面平行度允差为0.002mm。
上一篇:走心机电主轴供应商报价(推荐)_重庆永磁同步电主轴报价
下一篇:没有了

扫描手机网站

扫一扫手机名片
本公司从事电主轴、机床主轴、永磁同步电主轴的生产和加工,欢迎联系我们获取电主轴的产品资料。
版权所有©澳门2024官方网站
联系人:梁经理 手机:15137209325 电话:0372-3393801
邮箱:[email protected] 地址:安阳市高新产业集聚区文峰分区文兴大道西段









